プラスチック製造工場で多くの実績
省エネ・節電対策(樹脂製品工場) / 対象機器:射出成形機 280t

電力削減率:30%
償却期間:0.58年(ジャケット費用÷年間削減額)
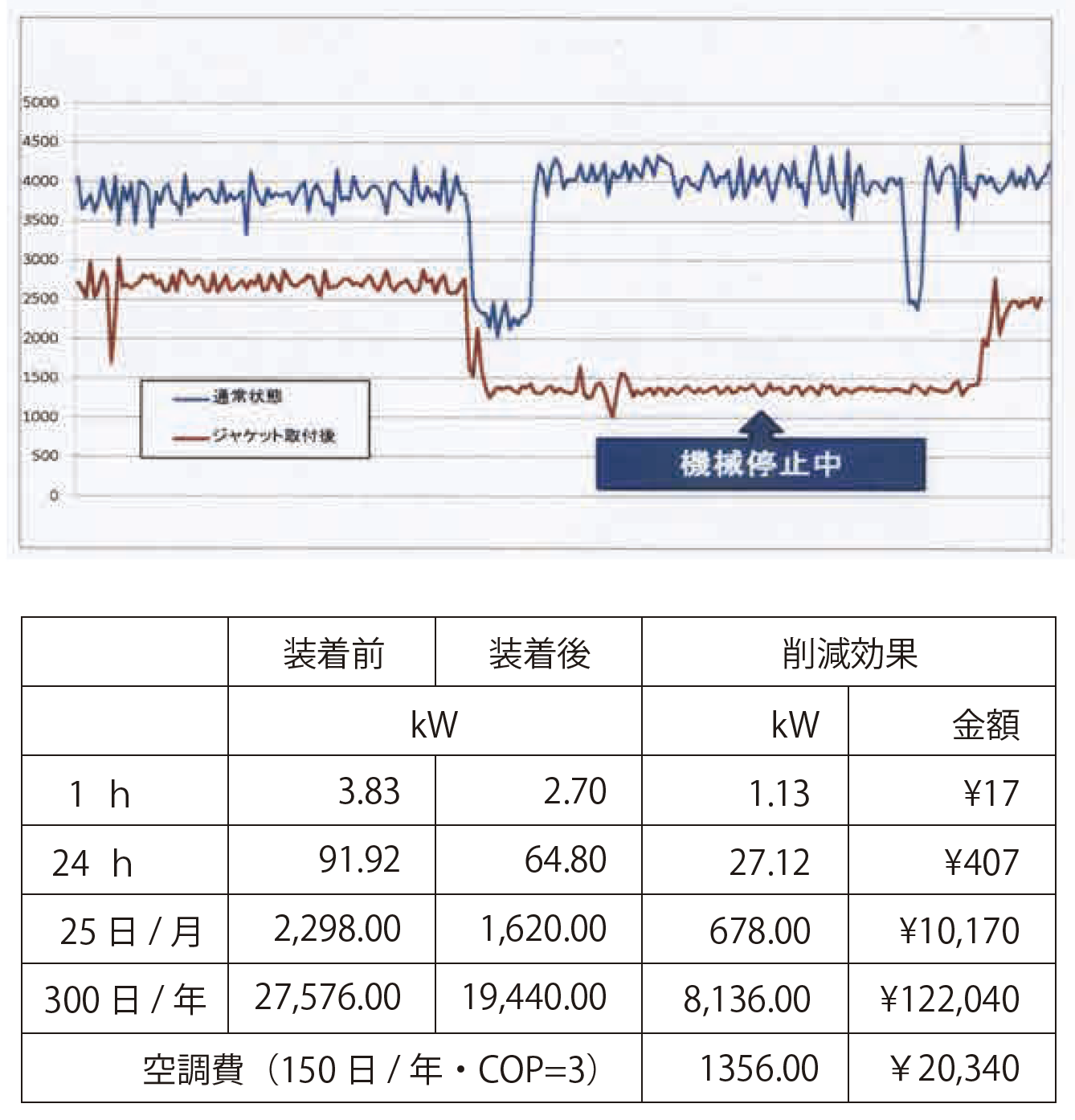
導入前の問題点: ヒーター部の断熱は無く、放熱していた。室温上昇がオペレーターの負担になっていた。
導入後の効果:放熱を防ぐことで無駄な電力使用を削減。空調代の削減にもなった。
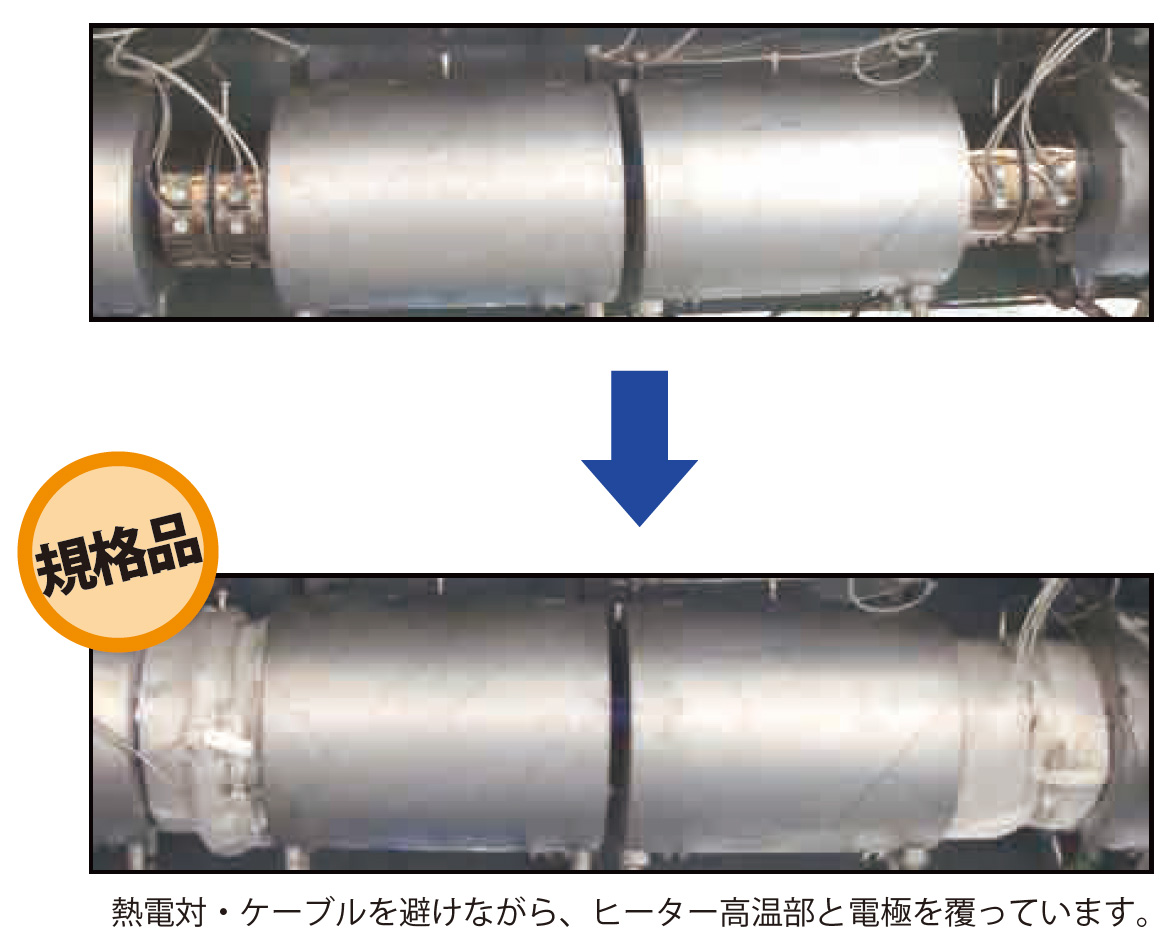
省エネ・節電対策(樹脂製品工場) / 対象機器:押出機
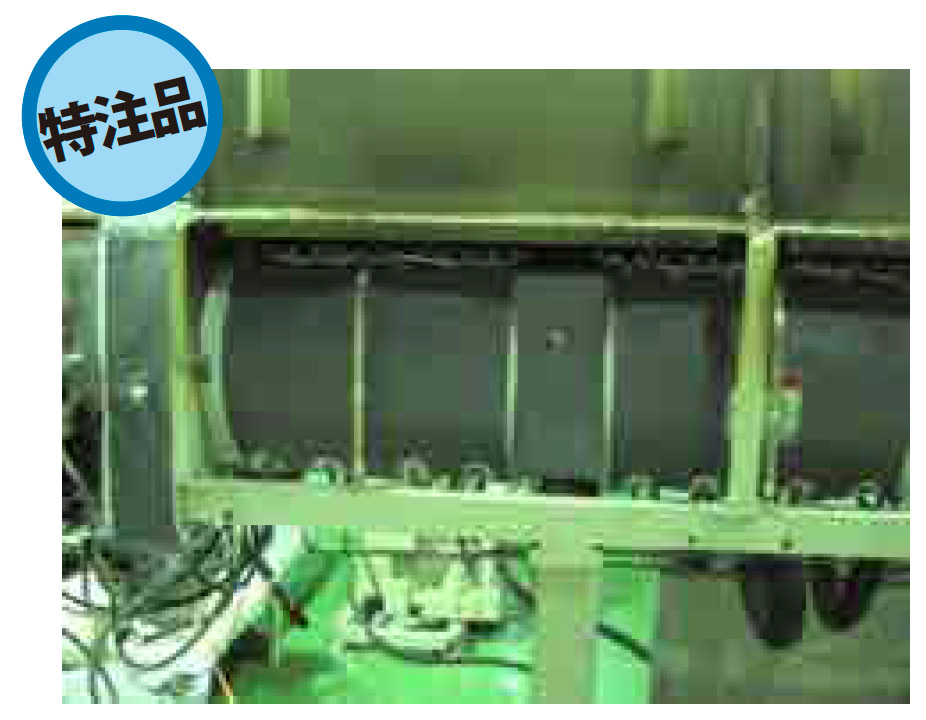
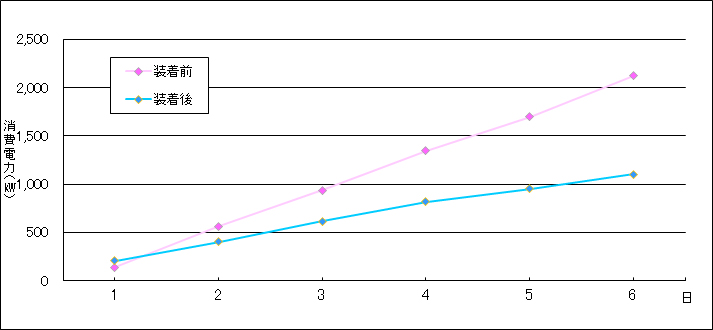
導入前の問題点:ヒーター部は板金で覆われてはいたが、断熱にはなっていなかった。
導入後の効果:無駄な放熱を減らすことで、年間約25%の電力削減につながった。
作業現場の暑さ対策(樹脂製品工場) / 対象機器:T ダイス・アダプター
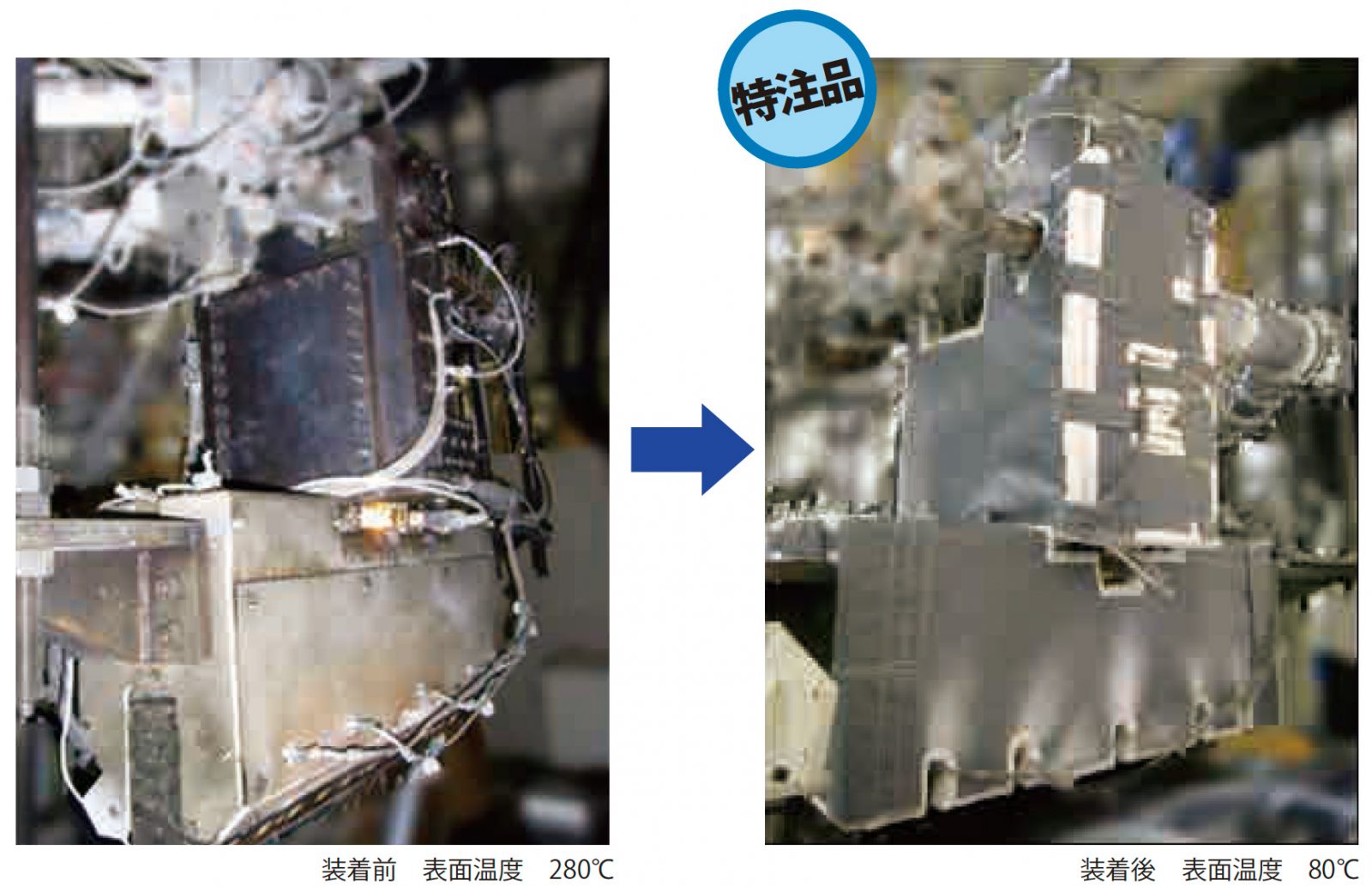

導入前の問題点:表面温度が280℃とかなり高温となり、熱中症発生の一番の要因となっていた。
導入後の効果:表面温度が大幅に低下。工場内の環境改善につながった。
採寸による専用設計(樹脂製品工場) / 対象機器:押出機
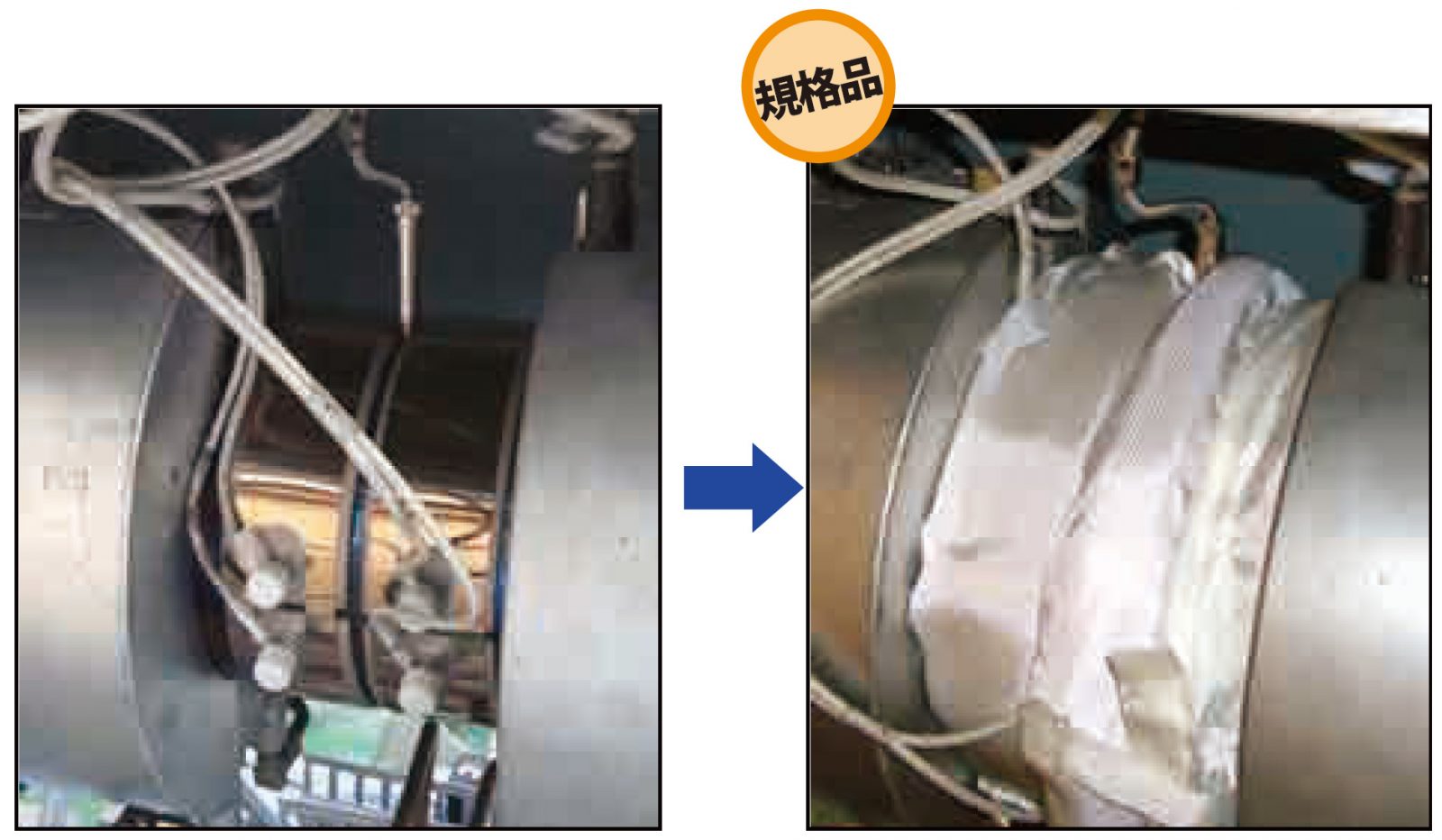
導入前の問題点:端子部を避けずに上から断熱していたため、コードが焼け、ショートが発生した。
導入後の効果:採寸を行い、端子部には切り欠きを入れて、避けて保温することで、ショートを回避することができた。
立ち上がり時間の短縮、製品制度の安定(樹脂製品工場) / 対象機器:金型

導入前の問題点:電源を入れてからの立ち上がりに時間を要していた。また、室温変化の影響を受け、製品の品質にバラつきがあった。
導入後の効果:無駄なく金型に熱を伝え、立ち上がり時間が短縮。室温変化の影響を受けにくくなり、製品品質が安定した。